「カチッと鳴るまで締めればOK」――その常識、半分だけ正解です
ボルトの締め付けには、実ははっきりした「正解の数字」があります。にもかかわらず現場では「だいたいこのくらい」「強めに締めとけば安心」という感覚締めが今も主流。そして機械トラブルの少なくない割合が、この"感覚"から生まれています。
締めすぎれば折れる。緩すぎれば外れる。ちょうどいい一点を、誰がやっても再現できるようにする――それがトルク管理です。この記事は、その「ちょうどいい数字」と「外さないコツ」を、早見表から現場のあるある失敗まで一気にまとめた保存版です。
結論:3秒でわかる適正トルク早見表(強度区分8.8・乾燥状態)
そもそも、締めるとき"何"をしているの?──ボルトは「強力なバネ」
ここを理解すると、トルクの話がぜんぶ腑に落ちます。
実は、ボルトを締めるという行為は「部品をギュッと押さえつけている」のではありません。ボルト自身を、ほんの少し引き伸ばしているのです。
ボルトは強力なバネだと思ってください。締めると伸び、伸びたバネは元に戻ろうと縮みます。この"縮もうとする力"=軸力(じくりょく)こそが、部品どうしをしっかり挟み込んでいる正体です。輪ゴムで紙を2枚留めるのと同じ。ゴムが伸びているからこそ、紙は固定されます。
つまり本当の目的は「適度な軸力」をかけること。でも軸力は現場で直接測れないので、回す力(トルク)で間接的にコントロールしています。式にするとこうです:
```
T = K × d × F
```
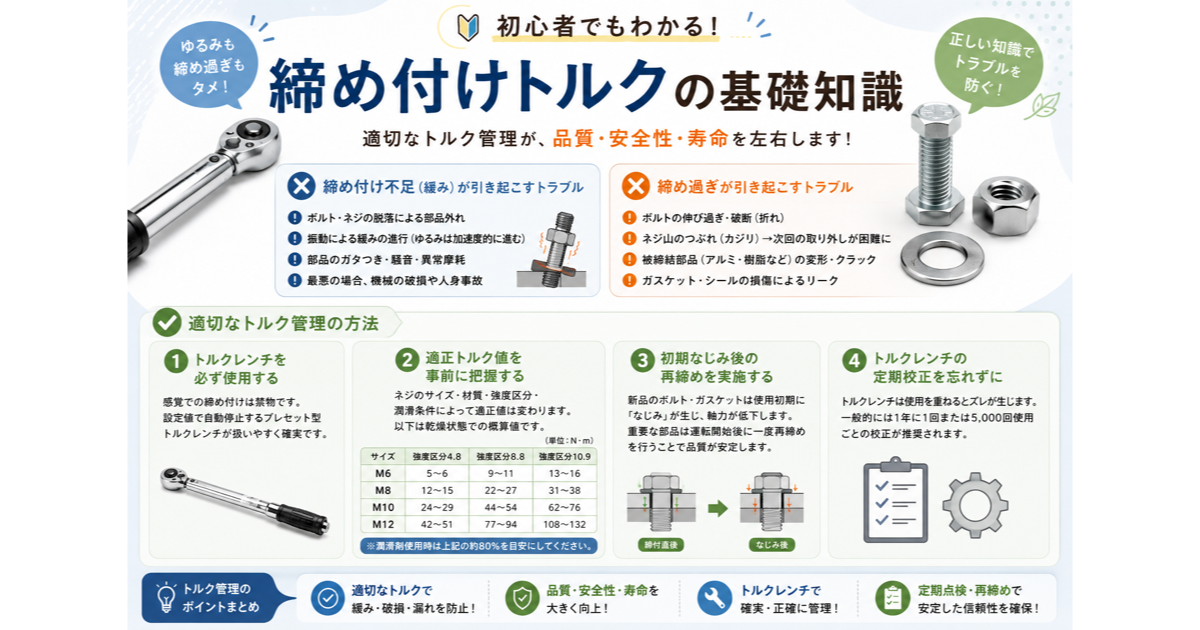
❌ 締め付け不足(緩み)が引き起こすトラブル
「なんとなく締まったからOK」の感覚締めが、現場の事故の多くを生みます。
❌ 締め過ぎ(オーバートルク)が引き起こすトラブル
「しっかり締めれば安心」は危険な思い込み。
現場の"あるある"失敗3連発(実話ベース)
数字より記憶に残るのは、やっぱり失敗談。どれも「ありがち」なものばかりです。
① M4を「気持ち強め」で締めて、ポキッ。
小径ボルトほど"適正トルク"と"折れるトルク"の差が小さく、手の感覚では簡単に超えます。M3〜M5は「指先だけで締める」つもりでちょうどいいくらい。
② フランジを端から順に締めたら、オイルがにじんだ。
円形のフタやフランジを一周ぐるっと順番に締めると、片当たりして密着しません。対角線上に・数回に分けてが鉄則(車のホイールと同じ星形の順番)。
③ 落としたトルクレンチを、そのまま使っていた。
トルクレンチは精密機器。一度落とすと数値が狂います。「最近どうも緩む/折れる」の真犯人が、実は工具だった――というのは"あるある"の代表格です。
✅ 適切なトルク管理 4ステップ
ステップ① トルクレンチを必ず使用する
感覚での締め付けは禁物。プレセット型トルクレンチ(設定値で自動停止)が現場では扱いやすく確実です。
工具の種類:
ステップ② 適正トルク値を事前に把握する
ネジのサイズ・材質・強度区分・潤滑条件で適正値は変わります。
強度区分別 詳細早見表(M3〜M24・乾燥状態)
(単位:N·m、乾燥状態の概算)
ステップ③ 初期なじみ後の再締めを実施する
新品のボルト・ガスケットは使用初期に「なじみ」が生じて軸力が低下します。
ステップ④ トルクレンチを定期校正する
トルクレンチは使用を重ねるとズレが生じます。
校正の依頼先:工具メーカー、計測機器校正会社など。
現場のチェックポイント
✅ 締め付け前
✅ 締め付け中
✅ 締め付け後
よくある質問
Q. ロックタイトを塗ったら、トルクはどう変わる?
A. ロックタイトは潤滑剤として作用するため、乾燥トルクの 約 90% が目安です。製品により異なるのでメーカーカタログを必ず確認。
Q. ステンレスネジは同じトルクで大丈夫?
A. 異なります。ステンレスは「かじり(焼付き)」が起きやすく、強度区分も A2-70・A4-70 など別系統。専用トルク表を参照してください。
Q. トルクレンチを買う予算がない…
A. L字型レンチで手締めはNGです。最低でも安価なプレセット型(5,000〜10,000円)を用意してください。事故コストの方が圧倒的に高くつきます。
Q. M2 や M30 以上のトルクは?
A. M2 以下は専門のミニトルクドライバーが必要。M30 以上は超重荷重で、メーカー指定値・油圧トルクレンチの世界です。三和ファスナーにご相談ください。
Q. 「軸力管理」と「トルク管理」、何が違う?
A. 軸力管理が本来の理想ですが、現場で測定が難しいためトルク管理で代用しています。航空・原子力など重要保安部品は 超音波軸力計で直接測定するケースもあります。
まとめ:トルク管理の基本
トルク管理は地味ですが、製品の信頼性と安全性を支える要です。正しく管理することで、現場トラブルの大半は予防できます。
「うちの装置、この強度区分でトルク値はいくつ?」など個別ご相談歓迎です
三和ファスナーでは、ボルト本体だけでなくトルクレンチの選定・適正トルク値のご提案まで対応します。図面や使用条件をお伝えいただければ、最適な選択肢をご案内します。
📞 052-432-4010(平日 8:30〜17:30)
💬 LINE:https://lin.ee/n76PNwk
🧮 その場で計算したい方へ: 締付トルク自動計算ツール(無料)にボルトサイズ・強度区分・潤滑条件を入れると、推奨トルク値(N・m)がすぐ表示されます。締付トルク換算表はこちら。
Reviewed by

株式会社三和ファスナー創業者。2003年の創業以来、20年以上にわたりネジ・ボルト・ファスニング関連商品の販売と特殊切削加工に携わる。製造業・建設業向けの選定相談・トラブル対応を多数手掛ける名古屋エリアのファスニング専門家。
本記事は上記監修者の確認を経て公開しています。記載内容は一般的な情報であり、個別案件のご判断は必ず原典規格・図面に基づき、必要に応じて専門家にご相談ください。
Next Action
記事に関連する商品・お見積りはこちら
「ボルトの締め付けトルク完全ガイド|M3〜M24早見表・計算式・正しい管理方法を初心者向けに解説」に関連する商品をご用意しています。
材質・サイズ・数量のご相談、特殊品の加工依頼もお気軽にどうぞ。